熱処理
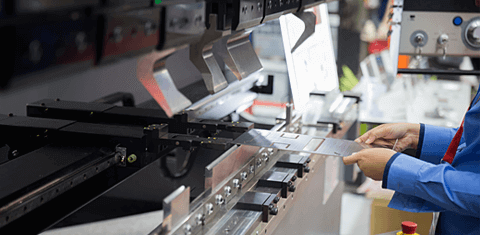
熱処理とは材料に熱を加えて性質を変化させる操作のことで、よくイメージされる金属が赤くなっている様子がこれに当たります。熱処理には部品全体の強さや造成を高める体質改善熱処理と、機械部品の摩耗やサビを防止するための表面改善熱処理があります。
どちらも部品の必要なところだけ、必要な熱処理を施すというのが前提であることは言うまでもありません。しかし現実には質の高い熱処理が中々実行されていないのが現状です。
当社は理想の熱処理ができるよう温度、時間、冷やし方、炉内雰囲気の4要素いずれに対しても細心の注意を払っています。 当社は切削や鍛造といった一次加工も可能で、ゼロから部品についての問題解決やコストカットについてのご相談を一貫してお引き受けしております。
熱処理の種類と目的
熱処理は目的に合わせていくつかの種類を使い分けなくてはいけません。金属の種類やその日の環境をしっかり見極めることが良い熱処理の基本となります。
体質改善
体質改善熱処理とは素材全体の性質を変えるもので、強い素材を作ることや素材の弾性を高めることなどが目的です。体質改善熱処理を怠ると金属は弱いままですし、体質改善処理が不十分だと部品の強さにムラが出たり、固くて脆いだけの部品になってしまったりというデメリットが生じます。
表面改善
部品によっては内部組織の性質はそのまま保った上で表面だけ変態させるべき場合があります。この場合は表面改善熱処理を行います。ただ、加熱と冷却だけをする表面硬化熱処理の他にも様々な種類があります。表面改善処理をすることで素材の柔らかさを保ったまま、摩耗や疲労、衝撃に強くなります。
| 区分 | 加熱 | 熱処理の一例 |
|---|---|---|
| 体質改善 | 全体 | 焼なまし・焼ならし・焼入れ・焼戻し |
| 表面改善 | 全体 | 浸炭・窒化 |
| 表層 | 高周波焼入れ・炎焼入れ・電解焼入れ |
| 区分 | 種類 | 目的 |
|---|---|---|
| 体質改善 | 焼なまし | 軟化 |
| 焼ならし | 強化 | |
| 焼入れ | 硬化 | |
| 焼戻し | 軟化 | |
| 表面改質 | 浸炭 | 表面硬化 |
| 窒化 | 表面強化 | |
| 高周波焼入れ | 表面硬化 | |
| 炎焼入れ | ||
| 電解焼入れ |
※熱処理技術マニュアル本 P15 p16 より引用
熱処理の内容
こちらでは熱処理の具体的な内容を紹介します。体質改善としては焼なまし、焼ならし、焼入れ、焼戻しを行い金属素材を強化、硬化、軟化させます。表面改善の場合は表面強化をする場合は窒化を、表面硬化をする場合は素材やニーズに合わせて浸炭、高周波焼き入れ、炎焼入れ、電解焼入れを選択します。
体質改善
-
焼なまし
金属の結晶を細かく均一な状態にしたり、残留応力を除去したりするための処理です。焼なましをした金属は軟らかくなります。金属の硬さにムラがない状態なら加工の不具合も出ません。
-
焼ならし
鉄材に熱を入れてオーステナイト組織にした後、ゆっくりと冷却します。大気中での冷却をすることで不均一な組織を標準化します。内部の残留応力を除去する働きもあります。焼なましが素材を軟らかくすることを主眼を置いているのに対し、こちらは組織の均一化が主目的です。
-
焼入れ
鉄材の組織構造を硬くするために熱を入れ、オーステナイト状態になったら水や油で急冷させます。そうすると、鉄は硬いマルテンサイト組織という状態になります。マルテンサイトは強度が高くなる一方で脆くなるという欠点があります。実用に適さないマルテンサイトに伸びを加えるためには焼き戻しが必須です。
焼入れの際、オーステナイトの炭素含有量は0.5%程度が最も効率的です。鋼は炭素を増やすほど強度を増すのではなく含有量0.5%を超えると引張強度が低下してしまうのです。 -
焼戻し
焼入れした鋼材を焼入れよりも低い温度で再加熱することを焼戻しと言います。この処理をすることでマルテンサイト組織にはない粘り強さが備わります。
焼戻しによって変態する組織は温度によって2種類あります。再加熱温度が150~400℃のときはトルースタイト組織、400~600℃のときはソルバイト組織になります。
表面改質
-
浸炭(JIS記号HC)
低炭素鋼の表面に炭素を浸透させることで高炭素鋼にします。この状態で焼入れすることで表面が硬化します。浸炭焼入れをすることで外は硬くなり耐摩耗性や対疲労性、耐衝撃性を獲得します。内部は柔らかいままなので本来のしなやかさは失われません。
炭素の浸透には加熱が必要で、通常930℃まで温度を上げます。 -
窒化
鋼の表面に窒素を浸透させて硬化する処理を窒化と言います。浸炭焼入れと異なり窒化は焼入れと焼戻しの処理が終わった状態で行われます。具体的には500℃から550℃の間での処理及び徐冷が行われますが、加熱温度が低いことで焼入れのような変化もないしひずみ、焼き割れが起こらないというメリットがあります。
ただし、窒化は0.1㎜というごく薄い層にしかできないというデメリットがあります。 -
高周波焼入れ
表面処理したい金属をコイルの芯材にして電流を流します。簡単に説明すると電気抵抗を利用した焼入れです。周波数を高くすると薄い表面処理が、周波数を低くすると分厚い表面処理ができます。必要に応じて硬化する層の厚さを調整しやすい方法と言えます。
高周波焼入れは内部に大きな残留応力が残りやすく、耐摩耗性や耐疲労性を高めてくれます。焼き割れが起きないよう焼戻しも行います。 -
火炎焼入れ
直接炎を浴びせて行う焼入れです。古典的な焼入れで熱処理に詳しくない人でも映画などで見たことがあるかもしれません。現代はアセチレンやプロパンガスが燃料に使われています。火炎焼入れは炎の調節によって熱処理する層の調節がしやすく準備が少ない点が特徴的です。
-
電解焼入れ
電解液中の鋼材を陰極としてアーク放電による焼入れをする方法です。電解焼入れは電流を止めた瞬間に電解液で急冷されるためこちらもまた合理的な焼入れと言えます。
材質の分類
こちらでは材質の分類を紹介します。鋼材の規格はJISによって厳格に決められていますが熱処理の規定がない普通鋼と熱処理の規定がある特殊鋼の2種類に分かれます。特殊鋼については、熱処理の規定に基づいて処理を行います。是非、当社にご相談ください。
| 規定なし | 一般構造用圧延鋼材(SS材) | 溶接構造用圧延鋼材(SM材) |
|---|---|---|
| ボイラー・圧力容器用鋼板(SB材) | 冷間圧延鋼板・鋼帯(SPC材) |
| 規定あり | 機械構造用炭素鋼鋼材(S-C材) | 機械構造用合金鋼(焼入れ性保証)(H鋼) |
|---|---|---|
| 炭素工具鋼鋼材(SK材) | 合金工具鋼鋼材(SKS・SKC・SKT材) | |
| 高速度工具鋼鋼材(SKH材) | 高炭素クロム軸受鋼鋼材(SUJ材) | |
| ばね鋼鋼材(SUP材) | ステンレス鋼鋼材(SUS材) | |
| 耐熱鋼鋼材(SUH材) |
サービス一覧、加工一覧