曲げ加工とは
金属を曲げて立体的な部品を作る工程を曲げ加工と言います。曲げ加工では板材のほか棒材も曲げることが可能ですが、圧縮した際のひずみが起きないように細やかな調整が必要となります。もし、金属の特性を理解せず力のかけ方を間違えてしまうと、変な曲がり方をしたり凹凸ができてしまったりします。
曲げ加工はプレスやロールによって行いますが、塑性加工の一種であるため部品の大量生産が可能です。一般的に用いられる製法ですがフカサワの技術があれば複雑な形への曲げ加工も可能です。当社はお客様の要望を解決するための提案力を評価いただいているので、コストの問題、生産ラインの問題、素材の問題、なんでもご相談を承っております。
曲げ加工の種類
車のボディから普段使っているパイプまで、曲げ加工は日常の様々な場面で役立っています。こちらでは曲げ加工についてのイメージを深められるようにロール曲げ、板折曲げ、ベンダー曲げの3種類と、曲げ加工とよく似ているフォーミング加工について紹介します。曲げ加工は表面と裏面に異なる力がかかるためどの技術も精密さが求められます。
ロール曲げ
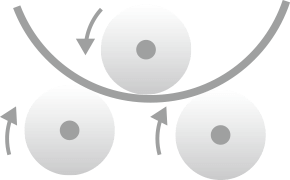
3〜4個のローラーを使って金属板を曲げます。ローラーの巻き取る力を利用して丁度良い曲面を作ります。曲げる形状はローラーの距離によって調整できるので高い汎用性を持ちます。丸みのある曲面が求められる場合に用いられるのは当然として、ローラー加工で金属板を一周させると筒状の部品を作ることが可能です。ローラーを通せば両端まで曲げることができるので部品ロスが少ないというメリットがあります。厚さ25mm程度までの金属板を曲げられます。
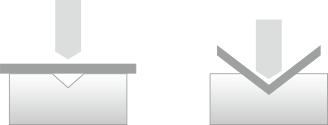
板折曲げ
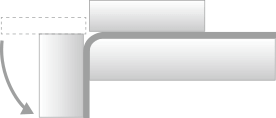
板折り曲げはベースの上に乗せた金属板を折り曲げる加工で、一般的に想像する曲げ加工に近いのはこれだと思います。ベースと上板で金属板を固定し、上板と繋がった曲げ板を曲げたい方向に動かします。その結果、テコの原理で板が折れ曲ります。板折曲げは90度に曲げたい部品の加工に使われロール曲げとは違った活躍を見せます。板折曲げは電気装置の筐体など、まさに箱型が連想される製品に役立っています。
ベンダー曲げ(プレス曲げ)
金型とパンチに合わせてプレスする曲げ加工をベンダー曲げ、またはプレス曲げと言います。プレス機を使っていることから冷間鍛造のように生産速度が優れています。そのため、大量生産したいときや多少複雑な曲げ方が必要になるときにオススメです。ベンダー加工は金型の設計だけでなくかける力の強さもしっかり計算が必要です。板折曲げに比べると小さな部品の生産に向いている点も特徴といえます。一方で曲面を作るときは何度もベンダーを打たなくてはいけないのでロール曲げの大体は不可能です。ベンダー曲げで使える金属板は厚くても9㎜ほどです。
フォーミング加工との違い
曲げ加工とよく似ているものにフォーミング加工があります。これはフォーミングという機械を用いて複雑な曲げ加工を行うものですが、一つの機械で全ての工程を終わらせることが可能です。部品によっては3回も4回も曲げる部分が必要なことは少なくありません。この場合はロールやベンダーを駆使するのではなくその部品に合わせたマルチフォーマーを使った方が合理的です。線材に使われることが多く、コイルの製作で活躍しています。
3種類のV曲げ加工
ベンダー曲げは適切なプレス機を選ぶことが基本となりますが、同じプレス機を選んだとしてもその使い方によって多様な形状加工ができることをご存知ですか?こちらではベンダー曲げの中でも比較的よく行われるV曲げ加工の種類について紹介します。V曲げとはV字型の金型を用いた加工です。しっかり押し込むと90°の曲げができるものが一般的です。
パーシャルベンディング
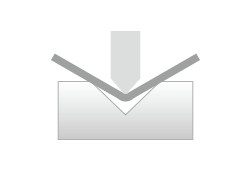
パーシャルベンディングとは金型に軽く押し込む緩やかな曲げ加工です。パーシャルとは部分的という意味で、金型に押し付けないことからパンチとダイの両端合わせて3点にのみ力がかかります。パーシャルベンディングで曲げられる角度は「金型より鈍角である全て」です。たとえば90°角のダイを使っている場合はパーシャルベンディングによって180〜100°まで多様な曲げができます。ただし角度がパンチの力加減でのみ決定されるため相当の技術と経験が求められます。ダイと金属板に隙間ができることからエアーベンディングと呼ばれることもあります。
ボトミング
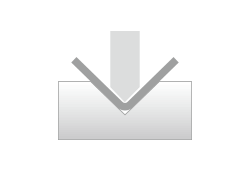
ダイに合わせて底押しするプレスの仕方をボトミングと言います。ボトミングはダイの両側に金属板が沿うくらいの力をかけるため、例えば90°のダイを使用していれば85〜89°くらいの幅をもたせた曲げ方をすることが可能です。しっかりダイに押し付けるわけではないので次に紹介するコイニングに比べると少ない力でのベンダー曲げが可能となります。コイニングほどの力が不要でパーシャルベンディングほどの技術も要らないということで最も使われる方法です。
コイニング
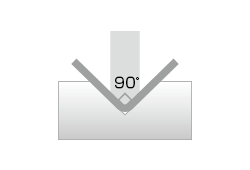
ダイに食い込ませるようにプレスするベンダー曲げをコイニングと言います。その名の通りコインを作るような精密さが求められます。ベンダー曲げの場合はダイが精密なので求められるのは強いプレス力です、限界に近い数°のためにボトミングと比べて5〜8倍の力を必要とするわけですからいかに金属を曲げるのが難しいかわかります。コイニングは強い力をかける必要があるため対応している板厚が薄く、限界が2㎜ほどとなっています。現在は技術の発展によりあまり使われなくなりました。
曲げ加工の主な形状
フカサワで得意とする素材の形状は、板材・丸棒です。これらの加工であればどのような材質でも対応することができ、パイプ形状の加工も可能です。曲げ加工の工程によってはフォーミング加工が必要になるかもしれませんが可能な限り既存の設備で作れるよう試みコスト削減を図ります。ぜひ他社では難しい、コストが高すぎる案件もご相談ください。
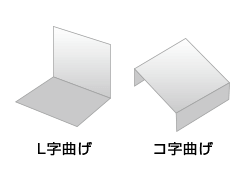
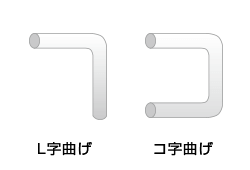
板材に関してはL格やコの字角など幅広い形状に対応しております。板材の曲げは内径と外径の差や圧力の大きさによっていびつな形になることがよくあるので弊社は精密な計算と地道な試作で安定した製品提供を心がけます。
棒材についてはL字やU形などあらゆる角度などで曲げることができます。どの部品をどのように使いたいか明確に分かればこちらから最適な形状を提案することも可能です。折れやすい材質でも問題なく対応いたします。
曲げ加工の主な対応素材
鉄材
鉄材は柔らかさと強さのバランスが良い素材で加工がしやすい素材です。安価である点もクライアント様にとって利用しやすいメリットになるでしょう。曲げ加工で使われる鉄材は冷間圧延鋼板(SPCCなど)が多いですがそれ以外の板材でも加工することが可能。鉄といっても様々なタイプがあるので各々の特性に合わせた加工が大切です。
アルミ材
アルミといえば軽量というイメージがあると思います。しかし安い材料というわけではありません。アルミには軽量でかつ耐食性も良いというメリットがあります。見た目が綺麗という理由でアルミが好まれることもあります。アルミ材の用途としては建材が多いです。見た目についてのこだわりがある場合はアルマイト処理などの要素でアルミ材の色合いを選ぶことが可能です。
ステンレス材
シンクや厨房機器にもよく使われるステンレス材は耐食性の良さと高い靭性に定評があります。他の金属では錆びやすい部分に使うことがオススメです、ステンレス材は素材の安定性が良いので研磨の仕上げができ趣向によってヘアライン仕上げも可能です。ヘアライン仕上げとは表面に細かい傷をつける加工で高級感やメタリックな質感を演出する効果があります。もちろんヘアライン仕上げでつけた溝が錆びるということはございません。
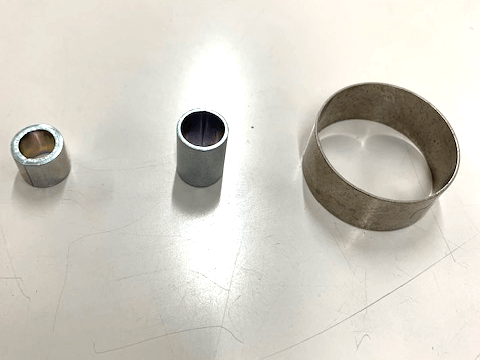
加工事例紹介
こちらでは加工事例を紹介します。実際にどのような加工を行うかご覧ください。弊社は、お客様の希望を伺った上で試作品を作りそれに納得いただいた上での生産開始となります。曲げ加工は適切な素材と、適切な手段、そして高い技術を要する作業ですから、加工の精度や提案の質、納期の誠実さなどあらゆるポイントで他社と比べてください。


よくある質問
リブ加工とは曲げ加工でつけられた曲げ線上に溝を作るものでこの溝のことをリブと呼びます。リブを作ると曲げ線に凹凸ができるため力に負けづらくなります、例えるならトタン屋根を折り目と垂直に曲げようとするような感覚です。曲げ線が長い場合はリブを複数作ります。
ビード加工はひも出し加工とも呼ばれ細長い凹みを作ります。ちょうどストーブの灯油缶にある凹凸のようなものです。ビード加工をする場合は曲げる前にビードを作ります。ビードも幅に合わせた数を加工します。
どちらも打ち込む位置によって強度やバランスが大きく変わる点に注意が必要です。
曲げに関してはいろいろ案件によって特性、特徴がありますので是非図面やサンプルを拝見させてください。