溶接加工とは
溶接とは熱や圧力を加え、場合によっては溶加材を用いて複数の部材を接合する技術です。金属や樹脂の加工方法としてはメジャーなもので、自動車や家電、建築資材など、私たちの身近にあるさまざまな製品に溶接の技術が使われています。
溶接には大きく分けて「融接」「圧接」「ろう接」という3つの加工技術があります。それぞれの特徴やメリット・デメリットについて見ていきましょう。
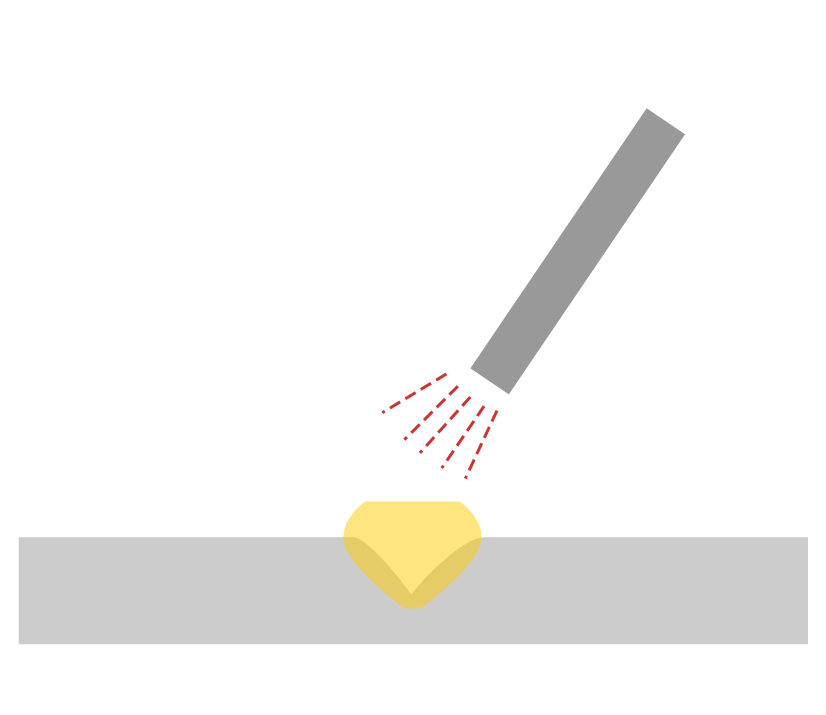
融接
融接とは部材の接合部に熱を加えて溶解させ、冷却凝固させて接合する技術です。部材自体を溶解させることもあれば、溶加材を用いるケースもあります。大きな部材や厚みがある部材にも対応できることと、強度が高いというメリットがある一方で、歪みが発生しやすい、品質のバラツキが生じやすいのがデメリットです。
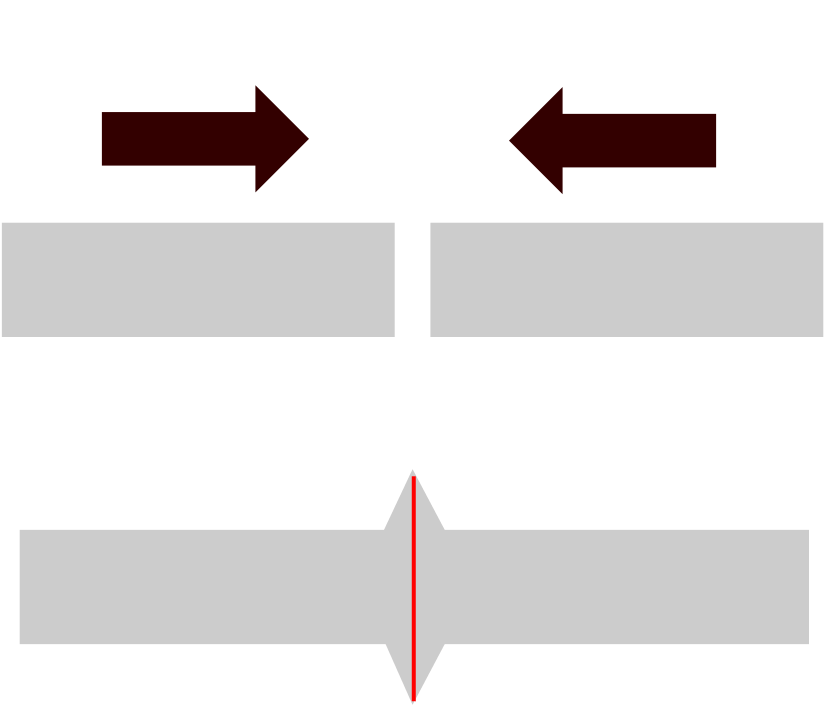
圧接
部材の接合部を密着させて横から圧力をかけて接合する技術です。接合部を加熱させてから圧力をかけることもあります。品質にバラツキが少ないので大量生産品に向いている、薄い板なども接合できるというのがメリットですが、他の溶接技術と比較して強度と気密性が低いというデメリットもあります。
ろう接
ろう接は溶加材を用いて2つの部材を接合する技術です。融点450℃以上の溶加材を使用する場合は「ロウ付け」、450℃未満の溶加材を用いる場合は「はんだ付け」と呼ばれます。はんだごてを使って基盤に電子部品をはんだ付けする作業も溶接の一種です。部材に直接熱や圧力を加えないため傷がつきにくい、異なる材質のものを接着できるというメリットがある一方で、厚みがある部材には対応しづらいというのがデメリットといえます。
| 融接 | 圧接 | ろう接 | |
|---|---|---|---|
 |
 |
 |
|
| 概要 | 部材の接合部に熱を加えて溶解させ、冷却凝固させて接合する技術 | 部材の接合部を密着させて横から圧力をかけて接合する技術 | ろう接は溶加材を用いて2つの部材を接合する技術 |
| メリット |
|
|
|
| デメリット |
|
|
|
| ケース | 短期間で高品質なものがほしい etc. | 大量生産したい etc. | コストダウンしたい etc. |
溶接加工と機械的接合の比較
溶接の他にも複数の部材を接合する加工方法としては、ねじで固定する「ねじ固定」や、ピンを挿入して圧力をかける「圧入」、リベットなどの部品を変形させる「かしめ」、穴を加熱して熱膨張によって軸をはめあわせる「焼き嵌め」など、さまざまなものがあります。これらの技術を「機械的接合」と呼びます。
ここからは溶接と機械的接合の違いについて見ていきましょう。
気密性
機械的接合はねじやリベットなどを用いて部材を接合するため、どうしてもわずかな隙間ができてしまうことがあります。溶接加工は部材同士がしっかりと密着して隙間ができないため、気密性や水密性が求められる製品に向いています。
工数削減
機械的接合はねじの締め付けやかしめなどの工程が発生します。接合部一箇所一箇所にこれらの作業を行うとなると時間や人手が必要です。溶接を選択すれば、これらの作業が不要となるため、納期短縮やコストダウン、生産性の向上につながります。
重量の変動がない
機械的接合は接合部品を使う分重量が増しますが、溶接であれば部材自体を溶かしたり圧力をかけたりして接合するため、軽量化することも可能です。ねじやピンの一つひとつはそれほど重いものではないかもしれませんが、製品全体で見ればそれなりの重量になります。溶接に置き換えることで、大幅な軽量化が実現できる可能性もあります。
非解体性
以上のようにさまざまなメリットがある溶接ですが、デメリットがないわけではありません。たとえばねじ固定がされている部材はねじを外せば解体することができますが、溶接してしまえば部材を解体することができなくなってしまいます。解体が想定される製品を造る際には、機械的接合を選んだほうがいいかもしれません。
形状不良
溶接は部材に歪みが発生することもあり、作業者の技量による品質のバラツキも生しやすいです。機械的接合に関してもねじのゆるみなどの不良がないわけではありませんが、溶接と比較すると品質は安定します。特に量産品の場合は機械的接合のほうが向いている可能性もあります。
溶接加工の方法
溶接加工には前述のとおり、「融接」「圧接」「ろう接」という3つの技術がありますが、さらにさまざまな手法があり、用途や素材に応じて選ぶことが大切です。ここからは溶接加工の具体的な方法についてご紹介します。
TIG溶接
TIGとは「Tungsten Inert Gas」の略で、アルゴンなどの不活性ガスを用いた加工方法です。タングステン電極と部材との間で放電を発生させ、その熱で接合します。部材がガスで覆われるため、火花が飛び散りにくい、気密性や水密性に優れているという点がメリットです。また、仕上がりが美しいという特徴もあります。一方で、作業者の技術に品質が左右されやすいことと、ガス代がかかるというのがデメリットです。
被覆アーク溶接
溶接棒と部材との間にアーク放電を発生させ、その熱で接合する溶接方法です。放電を安定させるために、炭酸ガスや不活性ガスを用いて接合部を覆います。前述のTIG溶接も被覆アーク溶接の一種です。接合部の強度が高い、大掛かりな設備が不要で機材を持ち運べるため屋外での作業も可能であるといったメリットがあります。
自動アーク溶接
その名のとおり、装置やロボットを用いて自動的に溶接を行う方法です。自動溶接機を用いるものを「自動溶接」、ロボットが行うものを「ロボット溶接」と言います。いずれも原理は上記の被覆アーク溶接と同じです。人ではなく機械が作業を行うため、品質が安定しやすい、事故が起こりにくい、コストダウンや省力化につながるなどのメリットが得られます。
YAG溶接
YAGとは「Yttrium Aluminum Garnet」の略です。イットリウム、アルミニウム、ガーネットなどの化合物によって発せられるレーザー光を照射して部材を溶解させて接合する加工方法です。歪みが生じにくく仕上がりもきれいなことから、特に薄い板や長尺物に向いていることと、ステンレスやアルミ、銅などの溶接がしやすいのがメリットです。
スポット溶接
板状の部材を重ねて電極で挟み、圧力をかけながら電流を流して接合します。その名の通り一部分にのみ熱が加わるため、部材全体の歪みが少ないことと、溶接した部分が目立たないことがメリットです。一方で、他の溶接加工法と比較すると気密性が低いというのがデメリットといえます。
摩擦圧接
摩擦圧接では金属同士を摩擦させて部材同士を接合します。金属に圧力をかけながら高速回転させることで、摩擦熱が発生します。部材の表面が高温になったところで回転を止め、部材に圧力を加えることで接合できます。接合部の強度が高いのと、異なる素材であっても接合させることができるのがメリットといえます。
ガス圧接
ガス圧接は酸素やアセチレンバナーなどで部材を加熱して接合する方法です。金属の表面は酸化皮膜で覆われていますが、これを熱して除去すると、原子の動きが活発化し、結合がしやすくなります。赤くなるくらい加熱した後に、部材同士を突き合わせて接合させます。大掛かりな設備が不要なことから、建築現場などで鉄筋を接合させる際などに用いられる方法です。
はんだ付け
原理は上述のロウ付けと同様です。「はんだ」と呼ばれる合金を、はんだごてで熱して溶解させ、その後自然に冷却固化させることで部材を接合させます。
主に電子基板に電子部品を接着させる際に使用し、ほとんどの電子機器や家電製品にははんだ付けの技術が使われています。はんだやはんだごてはホームセンターでも販売されていて、使い方さえわかれば誰でも容易に行うことができます。
ロウ付け
ロウ付けとは、「ロウ」と呼ばれる接合材を用いて部材を接合する方法です。接着剤を用いてプラモデルの部品同士を接着するのをイメージするとわかりやすいです。部材よりも融点が低い物質をロウとして使用します。部材に熱や圧力を加えないため、仕上げがきれいなことと、異なる素材を接合できることがメリットです。
溶接加工の主な対応素材
異なる部材の接合部を熱したり圧力をかけたりして接合する溶接加工は、主に以下の素材で製品を造る際に用いられます。溶接加工を行う際には素材の特性や製品の用途などを考慮して溶接加工にするか?機械的接合にするか?を選択する必要があります。
| 素材 | 特性 |
|---|---|
| 鉄 | 鉄は他の金属と比較して歪みが出にくいため、溶接加工と非常に相性がいい素材です。自動車部品や建築資材、家電、家具など、さまざまな分野で溶接技術が用いられています。 |
| アルミ | アルミは鉄と比較すると柔らかく、融点が低い金属です。また、アルマイト処理が施されているアルミは、通電がしにくいという特性があります。そのため、溶接をすると割れや酸化が生じることがあり、鉄よりも難易度が高いため、より高度な技術力が必要です。 |
| ステンレス | ステンレスは鉄とクロムを混ぜ合わせた合金であり、鉄と同じような特性があるため、やはり溶接加工とは相性がいい素材です。被覆アーク溶接や自動アーク溶接など、幅広い加工方法で溶接が可能ですが、仕上がりがきれいなことと品質が安定することから、ステンレスではTIG溶接が用いられることが多いです。 |
| 樹脂素材 | 溶接というと金属というイメージがありますが、樹脂やプラスチックに関しても溶接で接合が可能です。やはり気密性が高く、接着剤を用いて接合するより高い強度が得られます。株式会社フカサワでは金属・樹脂問わず溶接加工に対応しております。 |